.jpg?width=760&height=550&name=Planning%20Scheduling%20OEE%20Untapped%20Trio%20-%20Part%201%20(no%20headline).jpg)
Is your company using overall equipment effectiveness (OEE) data for better planning, scheduling, and optimization? Production schedulers are typically masters at applying available information in creative ways. However, some production planners are unsure how best to put OEE data to work in their production scheduling software to improve and optimize the manufacturing production schedule. If your company has an OEE system to record unplanned downtime, micro stops, and other reasons for capacity loss, you have access to a rich source of efficiency data. Every machine, line, and work center using the OEE system can benefit even more from your schedule optimization efforts if you apply the OEE data for a better production schedule. The key is understanding what the OEE data means and how to use it for even better planning, scheduling, and optimization.
This article is part one of a two-part series. Continue reading, or check out part two now
This edition of the Planning, Scheduling, and OEE Mighty Trio series provides a brief summary of what OEE is and explains how one of the OEE data components – efficiency – can have a meaningful impact on planning, scheduling, and optimization. In the next edition of the series, we'll explore using unplanned downtime data efficiency data by SKU for planning, scheduling, and optimization.
How OEE Data Relates to Planning and Scheduling
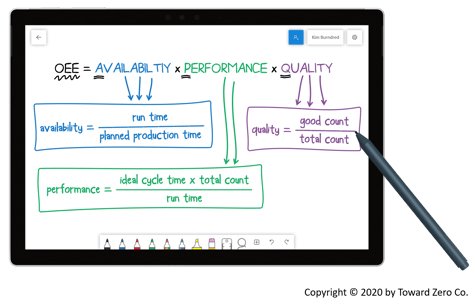
Manufacturing plants with a shop floor system like MES often use OEE as a high-level key performance metric. The basic principle of OEE is to apply availability, performance (which we’ll call efficiency throughout this article), and quality data points to calculate and communicate a composite metric about operations performance. The OEE data components help the plant identify and resolve reasons for performance loss. But that’s not the only thing companies can do with the OEE data. As part of their smart manufacturing initiatives, a lot of manufacturers also use OEE data to fuel other efforts, like creating a better production schedule with their planning and scheduling software.
While all the OEE data points (availability, performance and quality) can also enhance production planners’ effectiveness, we zero in on the performance or “efficiency” component for this series. Production planners and schedulers that want to use the efficiency data point are sometimes unclear about what approach the shop uses to calculate OEE derives the efficiency number for their facility. Depending on the industry, type of operations, and even availability of equipment data, your facility might vary from the calculation you’re most familiar with:
PERFORMANCE (e.g., efficiency): Multiply ideal cycle time and total count, then divide that figure by runtime
- Ideal cycle time comes from engineering or the machine OEM
- Total count and runtime are data from the machine, line, or work center
The efficiency calculation, at its core, expresses what the machine, line, or work center is actually doing, as opposed to what the defined maximum is. Imagine what the production planner or production scheduler could do with access to actual instead of theoretical resource efficiency data.
OEE Efficiency Data Point for Better Planning, Scheduling, and Schedule Optimization
The people who conduct planning, scheduling, and schedule optimization can apply the OEE efficiency data to improve the shop floor production schedule. We all understand that most machines and lines experience small capacity losses. One example is a jam on a labeling line that causes a couple of minutes of unplanned downtime. Another is when a CNC machine tool sits idle for a couple of minutes, waiting on a quality check. Or when there's a starved machine because the material is delayed. The OEE efficiency data point does a great job of capturing this information.
The shop floor uses the OEE efficiency data point to uncover and address the reasons for unplanned downtime for performance improvement. As a production scheduler, you can apply the data in a different way – to set more realistic and accurate standard and planning rates.
.jpg?width=450&name=Planning%20Scheduling%20OEE%20Untapped%20Trio%20-%20Part%201%20(no%20headline).jpg)
Let’s suppose one of your machines can run at a maximum speed of 200. However, you notice that, on average, it runs at 75% – an actual cycle time of 150, not the machine maker’s published maximum of 200.
You might think that the easiest approach is to set the cycle time in your advanced planning and scheduling system (APS) at 150 instead of 200. The production schedule will provide more time for operations to complete each order. The downside with this method is you no longer have visibility around the maximum possible speed. Let’s suppose operations later improves efficiency to 80% (160 cycle time). In that case, you can’t see that the maximum cycle time is 200 but that it's set in the APS at 75% of the maximum. Therefore, if you just plug in a number for cycle time without any context, you’ll always get a result without any context.
With that in mind, we recommend that you use the efficiency settings in your APS for better planning, scheduling, and schedule optimization. Using the "200 max" example, set the cycle time in the APS at 200, and set or adjust the efficiency multiplier to whatever the current average is – in the original example, set to 75%, then later adjust to whatever the MES or OEE system reflects. This means all users can see both the set cycle time and the maximum cycle time.
How to Determine if OEE Efficiency Data Point Exists
Not every facility uses an MES or OEE system, so the first step is to talk with the person or team leader responsible for operations performance at the plant or site. Among small to mid-size companies, that might be the plant manager or operations director. At mid- to large-size companies, it's usually an operations manager, but you’ll also be able to have the conversation with the continuous improvement specialist. The first question to ask (if you don't already know the answer) is, "Do we have an MES or OEE system, and can it break out the OEE data points?" If the plant doesn't have an MES or OEE system, the efficiency data point is still helpful, but the frequency and precision might not be quite as high as with an MES or OEE system. Whether or not there's an MES or OEE system in place, find out how the system or company calculates the efficiency number and how using it could impact planning, scheduling, and optimization. Finally, start the conversation with your extended planning and scheduling team about using the OEE efficiency data point to improve planning, scheduling, and optimization.
Topics discussed

Related Posts
.jpg?width=450&height=250&name=Planning%20Scheduling%20OEE%20Untapped%20Trio%20-%20Part%202%20(no%20headline).jpg)

Subscribe to Our Blog
Get the latest best practices and insights sent directly to you. (We promise, no automated marketing messages.)